

 English
English 日本語
日本語Phương pháp FMEA (Failure Modes and Effects Analysis) ra đời – như một “lá chắn” giúp doanh nghiệp phát hiện sớm các lỗi tiềm ẩn trước khi chúng trở thành sự cố thật sự. Thay vì chờ rủi ro xuất hiện rồi mới khắc phục, FMEA cho phép doanh nghiệp chủ động dự đoán, đánh giá và loại bỏ các nguyên nhân lỗi ngay từ giai đoạn thiết kế hoặc trong quá trình vận hành. Cùng VTI Solutions tìm hiểu khái niệm FMEA là gì trong bài viết dưới đây.
1. FMEA là gì?
FMEA là viết tắt của Failure Modes and Effects Analysis, nghĩa là Phân tích các dạng sai hỏng và tác động của chúng. Đây là một phương pháp quản lý rủi ro được sử dụng phổ biến trong sản xuất, kỹ thuật và quản trị chất lượng. Mục tiêu của FMEA là phát hiện sớm các lỗi tiềm ẩn trước khi chúng xảy ra, đánh giá mức độ nghiêm trọng của chúng, và đưa ra biện pháp phòng ngừa để giảm thiểu rủi ro.
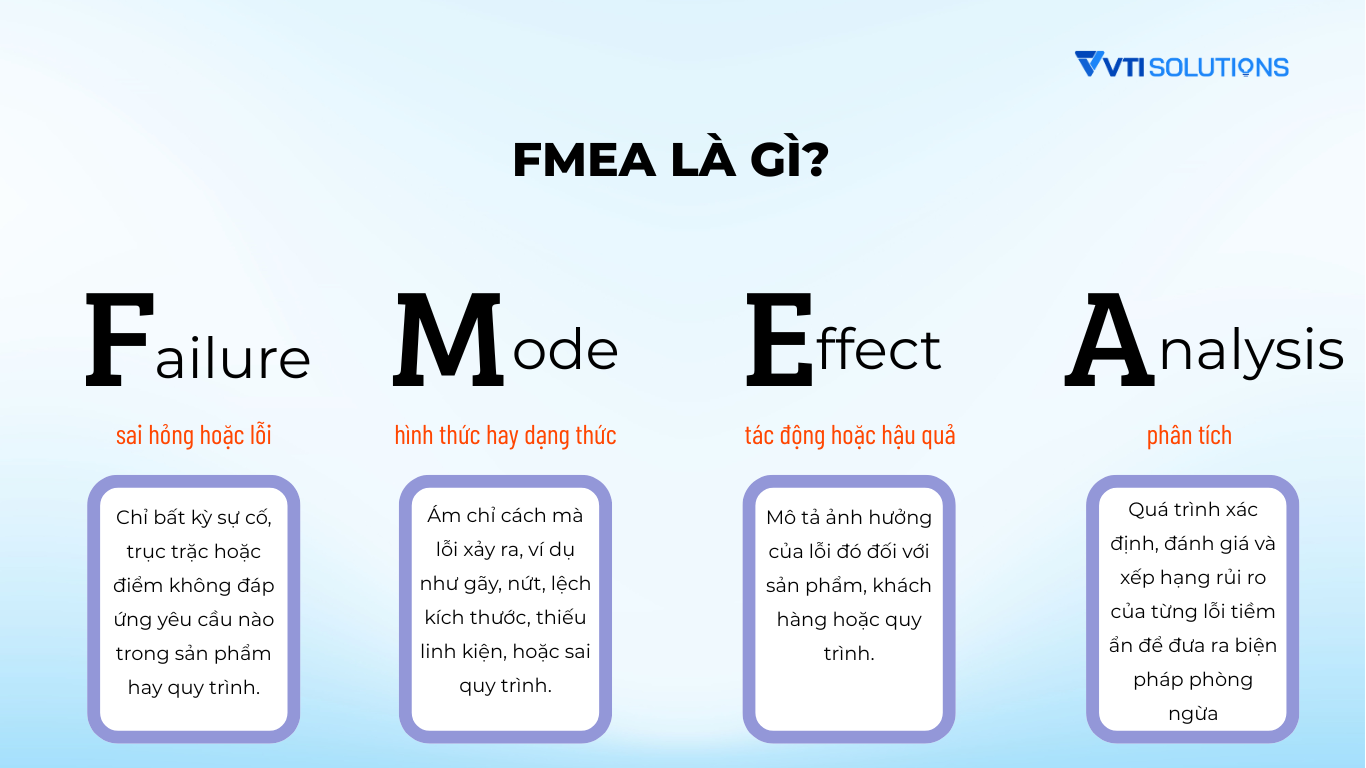
Hiểu một cách đơn giản, FMEA giống như việc “soi lỗi trước khi lỗi thật sự xuất hiện”. Khi một doanh nghiệp chuẩn bị sản xuất sản phẩm hoặc thực hiện quy trình mới, nhóm kỹ sư sẽ cùng ngồi lại để dự đoán xem ở từng bước có thể xảy ra lỗi gì (Failure Mode), lỗi đó sẽ ảnh hưởng ra sao đến kết quả cuối cùng (Effect), và nguyên nhân nào có thể dẫn đến lỗi đó (Cause). Sau đó, họ đánh giá mức độ nghiêm trọng (Severity), tần suất xảy ra (Occurrence) và khả năng phát hiện lỗi (Detection). Ba yếu tố này được nhân lại thành chỉ số RPN (Risk Priority Number) – con số dùng để ưu tiên xử lý các lỗi có rủi ro cao nhất.
Ví dụ, trong một dây chuyền lắp ráp ô tô, nếu bu-lông ở bánh xe không được siết đủ chặt, hậu quả có thể là bánh xe lỏng, gây tai nạn nghiêm trọng. Bằng cách phân tích FMEA, doanh nghiệp có thể nhận ra rủi ro này ngay từ khâu thiết kế hoặc kiểm tra, và đưa ra giải pháp như tăng cường quy trình siết bu-lông bằng máy đo lực tự động.
Điểm mạnh của FMEA là tư duy chủ động – thay vì chờ lỗi xảy ra mới sửa, ta “đón đầu” rủi ro. Phương pháp này giúp doanh nghiệp nâng cao độ tin cậy sản phẩm, giảm chi phí bảo hành, và xây dựng uy tín chất lượng bền vững. Chính vì vậy, FMEA không chỉ được áp dụng trong kỹ thuật mà còn trong nhiều lĩnh vực như y tế, phần mềm, hay dịch vụ – bất kỳ nơi nào mà sai sót có thể gây hậu quả đáng kể.

2. Các loại FMEA phổ biến
Trong thực tế, FMEA được chia thành nhiều loại khác nhau tùy theo mục đích sử dụng, nhưng phổ biến nhất là DFMEA (Design FMEA) và PFMEA (Process FMEA). Hai loại này thường được áp dụng song song trong quy trình phát triển sản phẩm để đảm bảo chất lượng từ khâu thiết kế đến khâu sản xuất.
- DFMEA – FMEA thiết kế – được áp dụng trong giai đoạn thiết kế sản phẩm, đặc biệt là khi sản phẩm đang ở giai đoạn đầu hoặc sắp hoàn thiện. Mục tiêu của DFMEA là phát hiện sớm các lỗi tiềm ẩn trong thiết kế có thể gây ảnh hưởng đến độ an toàn, tuổi thọ, hiệu năng hoặc thậm chí là sức khỏe của người tiêu dùng và môi trường. Nhờ đó, doanh nghiệp có thể điều chỉnh thiết kế ngay từ đầu, tránh các chi phí lớn khi sản phẩm đã ra thị trường.
- PFMEA – FMEA quy trình – tập trung vào việc phát hiện và giảm thiểu rủi ro trong quá trình sản xuất. Loại FMEA này thường được thực hiện trước khi triển khai một quy trình mới hoặc khi có thay đổi trong quy trình hiện có. Mục tiêu là xác định các điểm có khả năng phát sinh lỗi, ảnh hưởng đến chất lượng sản phẩm, an toàn lao động hoặc sự hài lòng của khách hàng.
Như vậy, DFMEA giúp đảm bảo “thiết kế đúng ngay từ đầu”, còn PFMEA giúp “làm đúng trong suốt quá trình sản xuất”. Khi kết hợp cả hai, doanh nghiệp có thể kiểm soát rủi ro toàn diện, từ ý tưởng thiết kế cho đến sản phẩm hoàn thiện đến tay người dùng.
3. Lợi ích khi doanh nghiệp áp dụng FMEA
Việc áp dụng FMEA mang lại nhiều giá trị to lớn cho doanh nghiệp, không chỉ trong việc giảm thiểu lỗi mà còn giúp xây dựng hệ thống quản lý chất lượng bền vững. Thay vì chờ sự cố xảy ra rồi mới khắc phục, FMEA giúp doanh nghiệp chủ động dự đoán và phòng ngừa rủi ro ngay từ giai đoạn thiết kế hoặc sản xuất. Điều này đặc biệt quan trọng với các doanh nghiệp sản xuất, kỹ thuật, y tế hay công nghệ – nơi mà một lỗi nhỏ cũng có thể gây tổn thất lớn về chi phí, uy tín và an toàn.
Một số lợi ích nổi bật khi áp dụng FMEA gồm:
-
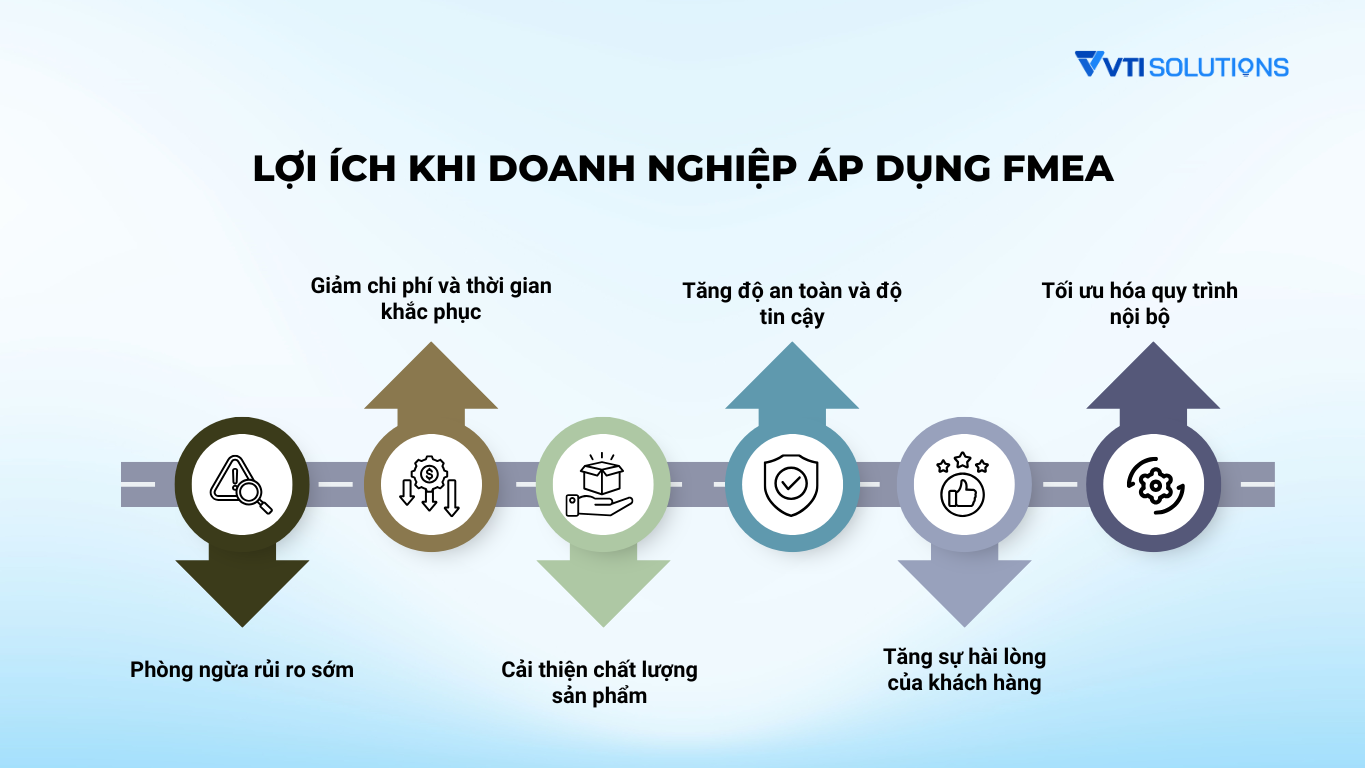
Phòng ngừa rủi ro sớm: Giúp nhận diện các lỗi tiềm ẩn ngay từ khâu thiết kế hoặc quy trình, tránh để lỗi xảy ra trong thực tế sản xuất.
-
Giảm chi phí và thời gian khắc phục: Phát hiện lỗi sớm giúp tiết kiệm đáng kể chi phí bảo hành, sửa chữa và thời gian xử lý sự cố.
-
Cải thiện chất lượng sản phẩm: FMEA tạo ra quy trình kiểm soát chặt chẽ, giúp sản phẩm đạt tiêu chuẩn cao và ổn định hơn.
-
Tăng độ an toàn và độ tin cậy: Giảm khả năng xảy ra các sự cố nghiêm trọng, đảm bảo an toàn cho người dùng và nhân viên.
-
Tăng sự hài lòng của khách hàng: Khi sản phẩm ít lỗi hơn, an toàn hơn, khách hàng sẽ tin tưởng và trung thành hơn với thương hiệu.
-
Tối ưu hóa quy trình nội bộ: Thúc đẩy tinh thần cải tiến liên tục, giúp các phòng ban phối hợp hiệu quả và chủ động hơn trong quản lý chất lượng.
4. Thời điểm doanh nghiệp cần thực hiện phân tích FMEA
Phân tích FMEA không phải là một hoạt động diễn ra một lần, mà nên được thực hiện định kỳ hoặc bất cứ khi nào có sự thay đổi quan trọng trong thiết kế hay quy trình sản xuất. Mục tiêu là đảm bảo mọi rủi ro tiềm ẩn đều được nhận diện và kiểm soát trước khi ảnh hưởng đến chất lượng sản phẩm hoặc sự an toàn của người dùng.
Doanh nghiệp nên tiến hành FMEA trong những trường hợp cụ thể sau:
-
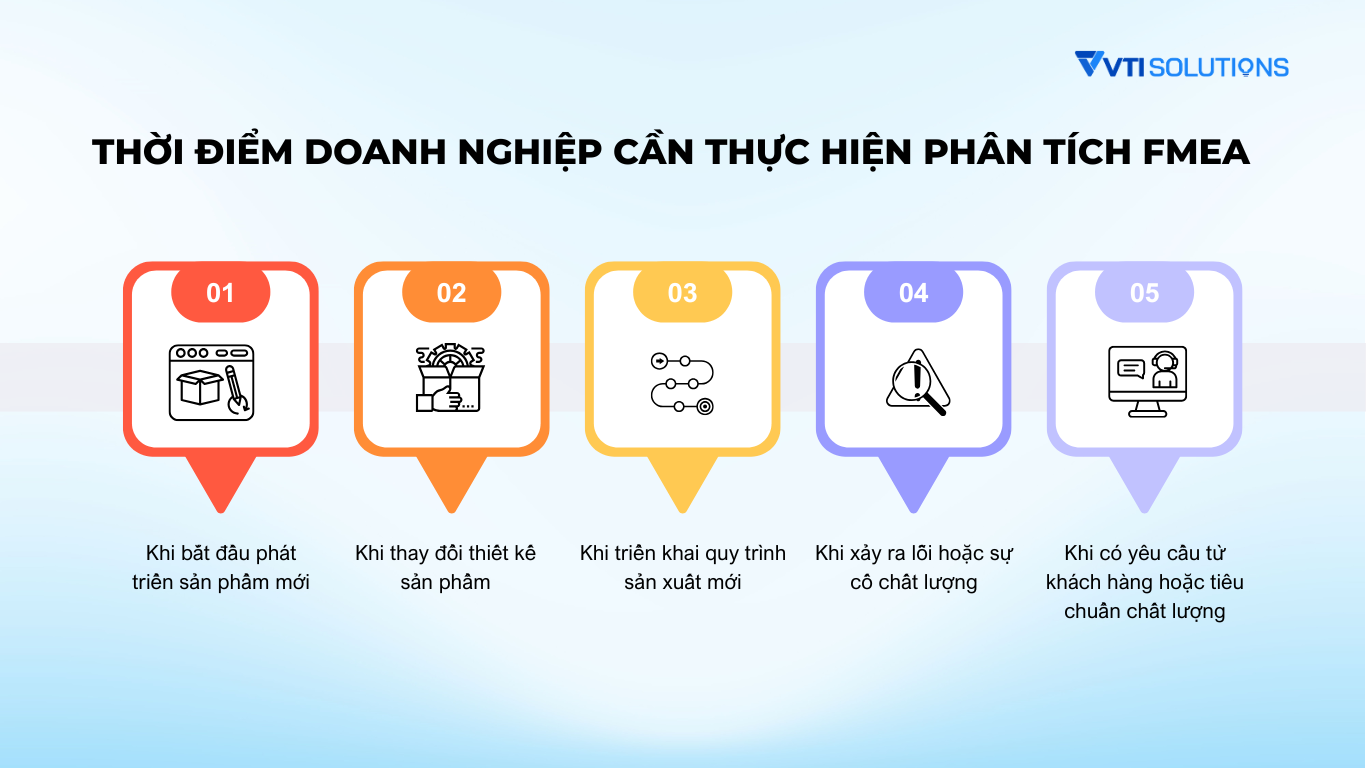
Khi bắt đầu phát triển sản phẩm mới: Đây là giai đoạn lý tưởng để thực hiện FMEA, giúp đội ngũ phát hiện sớm các lỗi tiềm ẩn trong thiết kế, nguyên vật liệu hay cấu trúc sản phẩm trước khi đưa vào sản xuất hàng loạt.
-
Khi thay đổi thiết kế sản phẩm: Mỗi lần sản phẩm được chỉnh sửa hoặc cải tiến, cần phân tích lại các rủi ro mới có thể phát sinh từ sự thay đổi này, chẳng hạn như thay vật liệu, đổi nhà cung cấp, hay thay đổi kích thước chi tiết.
-
Khi triển khai quy trình sản xuất mới: PFMEA đặc biệt cần thiết trong trường hợp doanh nghiệp đưa vào hoạt động một dây chuyền mới, thay đổi công nghệ hoặc quy trình kiểm soát chất lượng.
-
Khi xảy ra lỗi hoặc sự cố chất lượng: Sau mỗi lỗi nghiêm trọng, việc thực hiện lại FMEA giúp doanh nghiệp tìm nguyên nhân gốc rễ và cập nhật biện pháp phòng ngừa để tránh lặp lại.
-
Khi có yêu cầu từ khách hàng hoặc tiêu chuẩn chất lượng: Nhiều ngành như ô tô, hàng không, y tế… yêu cầu FMEA như một phần bắt buộc trong quy trình kiểm soát chất lượng (theo IATF 16949, ISO 9001, hay tiêu chuẩn FDA).

5. Chi tiết các bước thực thi phương pháp FMEA
Dưới đây là quy trình FMEA “từ A–Z” mà đội dự án có thể áp dụng ngay. VTI Solutions trình bày theo dạng các bước tuần tự, mỗi bước kèm hướng dẫn chi tiết và mẹo thực thi để bạn triển khai trơn tru cho cả DFMEA (thiết kế) và PFMEA (quy trình).
5.1. Xác định phạm vi & mục tiêu
Làm rõ bạn đang phân tích thiết kế sản phẩm hay quy trình sản xuất, áp dụng cho phiên bản nào, công đoạn nào, giới hạn đầu–cuối ra sao. Chốt mục tiêu: giảm khiếm khuyết loại nào, đạt chuẩn gì (ví dụ: giảm lỗi NC đến <500 ppm, đáp ứng IATF 16949…).
5.2 Lập nhóm liên chức năng
Tập hợp đại diện thiết kế, công nghệ, sản xuất, chất lượng, bảo trì, mua hàng, nhà cung cấp (khi cần) và dịch vụ sau bán. Chỉ định chủ trì, thư ký và người phê duyệt. Đảm bảo mọi quyết định đều có “người sở hữu”.
5.3. Lập bản đồ sản phẩm/quy trình
Với DFMEA: phân rã cấu trúc (system → subsystem → component), liệt kê chức năng/yêu cầu của từng phần.
Với PFMEA: vẽ process map/lưu đồ (công đoạn, máy, thông số chính, đầu vào–đầu ra, kiểm soát hiện hữu). Bản đồ tốt giúp không “lọt” rủi ro.
5.4. Xác định Failure Mode (dạng sai hỏng)
Cho mỗi chức năng (DFMEA) hoặc mỗi bước công đoạn (PFMEA), liệt kê các sai hỏng có thể xảy ra. Viết cụ thể, có thể quan sát/đo lường: “nứt mối hàn”, “lệch kích thước lỗ ±0,2 mm”, “thiếu vít”, “sai mô-men siết”…
5.5. Mô tả Effect (tác động) và đánh giá Severity (S)
Nêu hệ quả ở cấp tiếp theo hoặc với khách hàng: giảm an toàn, hỏng tính năng, tiếng ồn, kẹt lắp ráp, phế phẩm, dừng chuyền…
Severity chấm thang 1–10 (10 = tác động nghiêm trọng nhất, liên quan an toàn/tuân thủ). DFMEA thường đánh trọng số cao với an toàn/người dùng; PFMEA chú trọng ảnh hưởng chất lượng, năng suất, chi phí.
5.6. Tìm Cause (nguyên nhân) và liệt kê Current Controls (kiểm soát hiện hữu)
Nguyên nhân có thể là sai dung sai, vật liệu không đạt, sai trình tự, máy mòn, thao tác thiếu chuẩn… Dùng 5 Why, Ishikawa để “đào sâu”.
Kiểm soát hiện hữu gồm: tiêu chuẩn kỹ thuật, khuôn gá, Poka-Yoke, kiểm tra 100%, SPC, chẩn đoán máy, đào tạo, LPA (Layered Process Audit)…
5.7. Đánh giá Occurrence (O) và Detection (D)
Occurrence phản ánh tần suất nguyên nhân gây lỗi (1 = hiếm, 10 = xảy ra thường xuyên).
Detection phản ánh khả năng phát hiện trước khi đến khách hàng (1 = gần như chắc chắn phát hiện, 10 = khó phát hiện). Hãy dựa vào dữ liệu: tỷ lệ lỗi, Cp/Cpk, biểu đồ kiểm soát, lịch sử bảo hành.
5.8. Tính rủi ro & xếp ưu tiên (RPN hoặc Action Priority)
Cách truyền thống: RPN = S × O × D để so sánh mức rủi ro.
Thực hành hiện đại (AIAG-VDA): dùng Action Priority (AP) dựa trên ma trận S-O-D để ưu tiên công việc chính xác hơn. Dù dùng cách nào, hãy đặt ngưỡng ưu tiên rõ ràng (ví dụ: RPN ≥ 100 hoặc S ≥ 9 phải hành động).
5.9. Đề xuất hành động khắc phục/phòng ngừa
Nhắm vào nguyên nhân gốc hoặc nâng hiệu lực kiểm soát:
- Thiết kế: đổi vật liệu, tăng bề dày, thêm gân, thay đổi dung sai, thiết kế lỗi-không-thể-lắp (error-proof).
- Quy trình: thêm Poka-Yoke, chuẩn hóa thao tác (SOP + hình ảnh), tự động hóa đo lực/siết, thiết lập SPC trên đặc tính trọng yếu, cải tiến bảo trì theo CBM/TPM.
Mỗi hành động cần: người chịu trách nhiệm, deadline, nguồn lực, chỉ số kỳ vọng (giảm O từ 7→3, giảm D từ 8→3…).
5.10. Triển khai, xác minh hiệu lực và cập nhật điểm S-O-D
Thực hiện hành động, thu thập dữ liệu sau cải tiến, đánh giá lại S-O-D, tính RPN/AP mới. Nếu rủi ro vẫn cao, tiếp tục vòng lặp cải tiến. Lưu bằng chứng (run chart, Cpk, tỷ lệ PPM, lỗi bảo hành…).
5.11. Liên kết sang Control Plan & tài liệu vận hành
Kết quả FMEA phải “sống” trong Control Plan, SOP, tiêu chuẩn kiểm tra, kế hoạch bảo trì, đào tạo nhân sự, LPA. Mọi thay đổi phải được truyền thông và kiểm soát phiên bản.
5.12. Duy trì & tái thẩm định định kỳ
Cập nhật FMEA khi có thay đổi thiết kế/quy trình/nhà cung cấp, khi xảy ra sự cố chất lượng, hoặc theo chu kỳ định kỳ (ví dụ: 6–12 tháng).
Gắn FMEA với họp MRB/QRQC để bảo đảm tính thời sự.
6. Ví dụ về FMEA trong quy trình sản xuất
Dưới đây là ví dụ PFMEA cho một số công đoạn sản xuất phổ biến (điểm S–O–D chỉ mang tính minh họa):
| Công đoạn | Failure Mode (dạng lỗi) | Effect (tác động) | Mức độ nghiêm trọng (S) | Xác suất xảy ra (O) | Khả năng bị phát hiện lỗi khi kiểm thử (D) | Hệ số rủi ro theo mức độ ưu tiên (RPN) | Cause (nguyên nhân) | Current Controls (kiểm soát hiện hữu) | Hành động đề xuất (giảm O/D) |
| Lắp ráp siết bulông | Siết thiếu mô-men | Lỏng, rung, mất an toàn | 9 | 4 | 6 | 216 | Dụng cụ không kiểm soát lực; thao tác chủ quan | Cờ-lê lực cơ; kiểm tra ngẫu nhiên | Dùng súng siết có cảm biến & xác nhận OK/NOK; Poka-Yoke trình tự; 100% xác nhận mô-men trên trạm |
| Hàn khung | Thiếu thấu/ rỗ khí | Nứt gãy khi chịu tải | 8 | 5 | 7 | 280 | Tham số hàn lệch; bẩn bề mặt | Quy trình chuẩn; kiểm tra mắt thường | Chuẩn hóa tham số bằng WPS; vệ sinh bề mặt bắt buộc; NDT/siêu âm cho mối hàn quan trọng; SPC dòng hàn |
| Sơn tĩnh điện | Độ bám kém/ bong tróc | Ăn mòn, mất thẩm mỹ | 6 | 4 | 5 | 120 | Xử lý bề mặt kém; sấy chưa đạt | Kiểm tra bám dính mẫu/ca | Bổ sung tiền xử lý (phosphat/shot blast); chu trình sấy có logger nhiệt; kiểm tra bám dính 100% điểm trọng yếu |
| Ép nhựa | Bavia/flash | Lắp ráp khó, phế phẩm | 4 | 6 | 4 | 96 | Áp lực khuôn cao; khuôn mòn | Kiểm tra đầu ca | Bảo trì khuôn theo số shot; tự động cắt bavia; cửa sổ quy trình hẹp hơn với cảnh báo vượt ngưỡng |
| Đóng gói | Thiếu ốc/kẹp đi kèm | Khiếu nại khách hàng | 5 | 5 | 6 | 150 | Danh sách pick không rõ; thiếu cân đối chi tiết | Kiểm đếm thủ công | Cân kiểm (checkweigher); khay chia ô Poka-Yoke; quét mã vạch xác nhận đủ bộ |
7. Ưu và nhược điểm của phương pháp FMEA
Phương pháp FMEA (Failure Modes and Effects Analysis) được xem là một trong những công cụ mạnh mẽ nhất trong quản lý chất lượng, đặc biệt trong các ngành yêu cầu độ chính xác cao như ô tô, hàng không, y tế hay sản xuất điện tử. Tuy nhiên, giống như mọi phương pháp khác, FMEA cũng có ưu điểm và hạn chế nhất định mà doanh nghiệp cần hiểu rõ để áp dụng hiệu quả.
Ưu điểm của FMEA:

- Phòng ngừa rủi ro chủ động: FMEA giúp doanh nghiệp phát hiện các lỗi tiềm ẩn trước khi chúng xảy ra — một cách tiếp cận phòng ngừa thay vì khắc phục. Nhờ đó, tổ chức có thể giảm thiểu tổn thất về chi phí, thời gian và uy tín thương hiệu.
- Nâng cao chất lượng và độ tin cậy của sản phẩm: Khi các lỗi được xác định và loại bỏ sớm trong thiết kế hay sản xuất, sản phẩm cuối cùng sẽ ổn định hơn, giảm sai hỏng, và đáp ứng tốt hơn các yêu cầu của khách hàng.
- Cải thiện khả năng phối hợp giữa các bộ phận: Quá trình FMEA thường có sự tham gia của nhóm đa chức năng (thiết kế, kỹ thuật, sản xuất, QA/QC, bảo trì…). Điều này thúc đẩy giao tiếp, hiểu biết lẫn nhau và cải thiện quy trình phối hợp nội bộ.
- Tối ưu chi phí dài hạn: Dù tốn thời gian ban đầu, FMEA giúp tiết kiệm đáng kể chi phí sửa lỗi, bảo hành, hoặc thu hồi sản phẩm sau này — vốn có thể gấp nhiều lần chi phí phòng ngừa.
- Công cụ hỗ trợ ra quyết định hiệu quả: Thông qua chỉ số RPN (Risk Priority Number) hoặc Action Priority, doanh nghiệp có thể ưu tiên xử lý các rủi ro có tác động lớn nhất, thay vì phân tán nguồn lực.
Nhược điểm của FMEA:
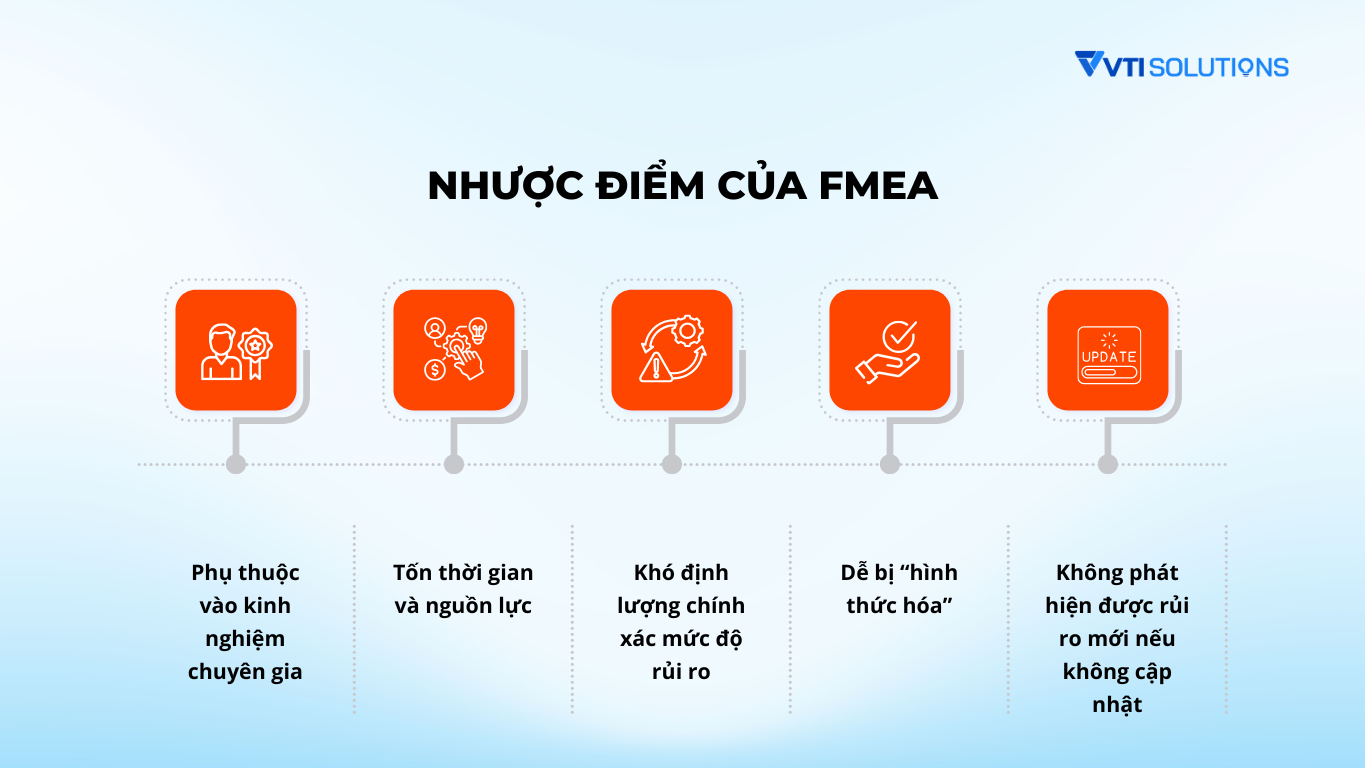
- Phụ thuộc vào kinh nghiệm chuyên gia: FMEA không thể tự “phát hiện” lỗi nếu nhóm thực hiện thiếu kiến thức thực tế hoặc kinh nghiệm sản xuất. Nếu đánh giá chủ quan, kết quả có thể sai lệch hoặc bỏ sót rủi ro quan trọng.
- Tốn thời gian và nguồn lực: Việc phân tích chi tiết từng công đoạn, từng nguyên nhân và cập nhật định kỳ đòi hỏi thời gian, nhân sự, và tài liệu hỗ trợ lớn — đặc biệt với các sản phẩm phức tạp.
- Khó định lượng chính xác mức độ rủi ro: Các giá trị Severity (S), Occurrence (O), và Detection (D) thường dựa vào đánh giá cảm tính. Nếu không có dữ liệu thực tế, RPN có thể không phản ánh đúng mức độ ưu tiên.
- Dễ bị “hình thức hóa”: Trong nhiều tổ chức, FMEA bị thực hiện chỉ để “đủ hồ sơ” cho chứng nhận ISO/IATF, thay vì phục vụ mục tiêu cải tiến thật sự. Khi đó, nó mất đi giá trị thực tiễn.
- Không phát hiện được rủi ro mới nếu không cập nhật: FMEA cần được xem như “tài liệu sống”. Nếu không được cập nhật khi có thay đổi về quy trình, thiết kế, hay vật liệu, bản phân tích sẽ nhanh chóng trở nên lỗi thời.
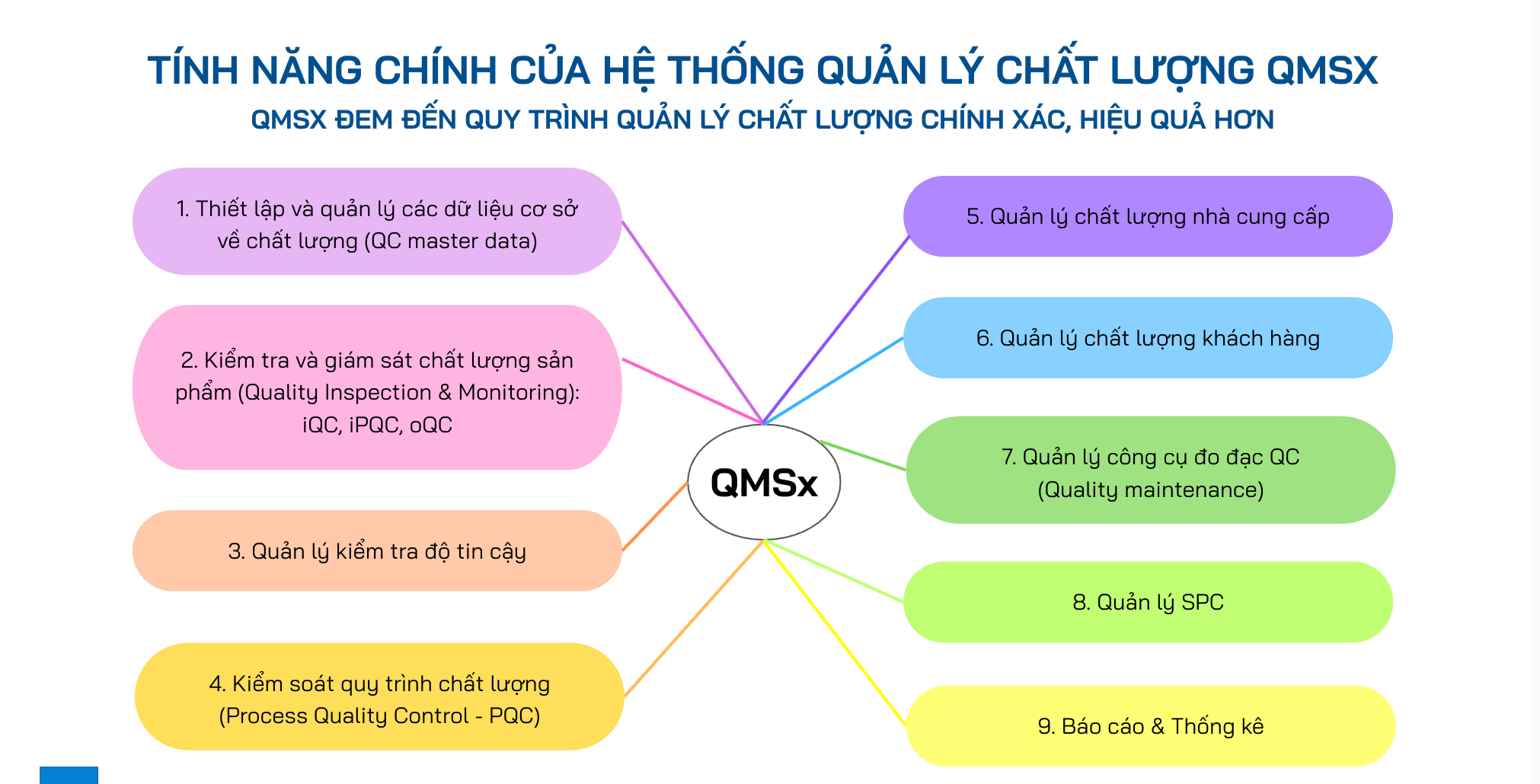
8. Hệ thống quản lý chất lượng QMSX – Tự động hóa toàn bộ quy trình FMEA và quản lý chất lượng hiện đại
Trước bối cảnh các doanh nghiệp sản xuất đang phải đối mặt với áp lực về chất lượng – chi phí – tốc độ, việc kiểm soát rủi ro và duy trì chất lượng ổn định không thể chỉ dựa vào kinh nghiệm thủ công. Đây chính là lý do VTI Solutions phát triển Hệ thống Quản lý Chất lượng QMSX, một nền tảng số hóa toàn diện giúp doanh nghiệp ứng dụng và vận hành FMEA một cách chủ động, hiệu quả và xuyên suốt toàn chu trình sản xuất.

Nếu như FMEA giúp doanh nghiệp phát hiện và phòng ngừa lỗi tiềm ẩn thì QMSX chính là “bộ não” để tự động hóa, lưu trữ và theo dõi toàn bộ quá trình FMEA.
Thay vì quản lý rời rạc bằng Excel hay tài liệu thủ công, QMSX giúp doanh nghiệp:
- Quản lý chất lượng iQC, pQC, oQC
- Nắm bắt “gốc rễ” nguyên nhân lỗi, thông báo cải tiến chất lượng
- Hiển thị trực quan tiến độ và kết quả QC theo thời gian thực
Tại sao QMSX là “trợ thủ đắc lực” của đội ngũ chất lượng?
-
Giảm 50–70% thời gian lập FMEA nhờ thư viện lỗi – nguyên nhân – hành động mẫu theo từng sản phẩm, công đoạn.
-
Đảm bảo tính tuân thủ IATF 16949, ISO 9001 thông qua chuẩn biểu mẫu và luồng phê duyệt rõ ràng.
-
Phân tích dữ liệu chất lượng theo thời gian thực, hỗ trợ nhà quản lý ra quyết định nhanh hơn, dựa trên bằng chứng thay vì cảm tính.
-
Tăng tính minh bạch & truy xuất nguồn gốc, giúp dễ dàng đối chiếu khi khách hàng audit hoặc yêu cầu PPAP.
Hệ thống QMSX của VTI Solutions không chỉ hỗ trợ FMEA mà còn liên kết liền mạch với các mô-đun sản xuất thông minh khác như MES, ERP, giúp doanh nghiệp:
-
Tạo luồng thông tin thống nhất từ thiết kế → sản xuất → kiểm soát chất lượng.
-
Giảm lỗi giao tiếp giữa các bộ phận (R&D, sản xuất, QA).
-
Xây dựng văn hóa cải tiến liên tục và tiêu chuẩn hóa quy trình quản lý chất lượng trong toàn nhà máy.
FMEA giúp doanh nghiệp “nhìn thấy lỗi trước khi lỗi xảy ra”, còn QMSX giúp bạn kiểm soát – số hóa – và tối ưu toàn bộ quy trình đó.
Với QMSX của VTI Solutions, quản lý chất lượng không còn là gánh nặng hành chính, mà trở thành công cụ chiến lược để doanh nghiệp nâng cao năng suất, giảm rủi ro, và khẳng định uy tín thương hiệu trên thị trường.







